From a Coil Coating Product Development perspective there are several approaches and creative product solutions that have the potential to meet existing and proposed government regulations. These product solutions may also provide advantages that conventional coatings do not. This paper summarizes existing environmental regulations and guidelines, secondly considers the advantages and disadvantages of each type of compliant coil coating technology, and thirdly examines the available rapid cure technologies for their application in coil coating.
The goal of this paper is to identify and compare potential technical solutions which may offer the best approach to achieve not only lower emissions and reduced level of hazardous air pollutants (HAPS), but also offer improvements in eco-efficiency, health, safety and handling. Other potential benefits include lower cost structure, lower and more consistent energy costs and lastly improved operating efficiency. Solutions involving control equipment such as thermal oxidizers are out of scope of this presentation. To achieve our goal of identifying the most attractive eco-efficient approach, environmental compliance and cost effectiveness; we will explore the possible technical options, available curing equipment and how these combined issues relate to both cost and expected performance of the ultimate coil coating technology of the future.
There are many significant challenges to overcome to achieve VOC compliance in a system which meets the multiple demands to comply with environmental regulations with no sacrifice in performance, appearance, quality or cost. These issues include the achievement of desired defect free films at the specified uniform film thickness without limitations in line speed, or the ability to flow and wet multiple substrates and non-uniform surfaces. Lastly, any successful, compliant technology of the future must be cost effective from a coating material standpoint and not prohibitive from a capital investment perspective. These issues will be considered in greater detail as we proceed. Every new challenge also presents a new opportunity. A summary of the potential benefits for the implementation of the right low VOC compliant technology include:
- Energy savings not only in the total energy cost but also greater stability in energy price
- Lower VOC may mean higher application solids which in many cases can translate to fewer defects caused from solvent popping at higher film thicknesses as well as improved adhesion due to lower film shrinkage
- Higher line speeds can be better accommodated by rapid cure techniques to properly cure films in less than two seconds.
- Higher solids with little or no solvent translates to savings in shipping, storage space and insurance costs
- Lastly, low or no VOC coatings coupled with the correct choice of curing can also equate to savings in raw material, capital and operating costs
In the USA and the rest of the participating North American Free Trade Affiliates, there are multiple environmental driving forces from a regulatory viewpoint to control the amount and type of Volatile Organic Solvents (VOC) emitted from coil coating lines; these include the MACT Standard, Rule 66 as well as HAP 189 which regulates 189 targeted hazardous air, ground and water pollutants which include both volatile and nonvolatile materials.
CONEG and IMDS restrict the use primarily of targeted heavy metals in the home appliance and automotive industries respectively. Finally, TSCA is the Toxic Substance Control Act, requires the formal registration of new chemical substances. In our industry this pertains primarily to new polymeric materials. Lastly, the MON MACT Proposal will insure compliance in the manufacture of coatings and resins.
In summary for the USA, these regulations are targeted to control, limit or eliminate the use of heavy metals, hazardous materials and Volatile organic substances.
Each region in the world has its’ own Initiatives to control the discharge of potentially hazardous substances into the environment. The detailed nuances and proposed timetable for enforcement is available from the respective government agencies, the scope of this paper is meant to only highlight the key regulations as well as possible ways to address compliance. In addition to the regulatory requirements in the USA, the European community has a multitude of environmental issues and corresponding regulations to control emissions and protect the health of the people that live in these regions as illustrated in Figure I. To summarize, major European directives such as ROHS exist to eliminate the use and eventual discharge of heavy metals like Chrome, Lead, Cobalt, and Cadmium for electrical and electronic equipment. Also the use of other proven toxic substances and the minimization of volatile air pollutants which may influence air quality and promote smog and ozone formation are under regulation.
Figure I
Examples of Regulatory Environmental Driving Forces
- ROHS Directive – After July 1, 2006, no lead, mercury, Cadmium, Chrome VI, PBB’s or PBDE’s in electronic and electrical equipment
- Framework Directive on the Classification and Labeling of Dangerous Substance (DSD) 67/548/EEC
- Dangerous Preparation Directive….. Classification, Packaging
- and Labeling of Dangerous Preparations (DPD) 1999/45/EC
- Directive Restriction on Marketing and Use 76/769/EC
- End-of-Life Vehicle Directive 2000/53/EC (Passenger Cars)
- VOC Directive 1999/13/EC
- Framework Directive on Ambient Air Quality Assessment and Management 96/62/EC
- New Chemicals Policy
- Waste Electrical and Electronic Equipment Proposals
Environmental Legislation for the countries outside of Europe and NAFTA is not as developed as in the former regions. However, legislation in Europe and in North America impacts the rest of the world as the exporting countries ship products containing coil coated material to the regions that have hazardous material regulations in place especially for the Automotive and Appliance markets. And more recently, Japan’s Environmental Ministry is more interested in legislation to regulate the volatile organic content of coatings including coil coatings.
We can therefore summarize existing and proposed regulations in the global community into a few concise driving forces that will serve to define the characteristics of the coil coatings of the future:
- Lower VOC Coatings
- Coatings which Require Less Energy
- Elimination of Hazardous Ingredients
- Chrome
- Other Targeted Heavy Metals
- Listed Hazardous Air Pollutants
In addition to the need for lower voc coatings, a second interrelated need that can not be divorced from the overall regulatory driving forces is the requirement that future technologies also require less energy to cure. Currently, the predominant choice by far for energy used to cure coil coatings is natural gas. However, in the decade of the 90’s the cost of natural gas in some regions of the world has quintupled and is expected to continue to rise at least at the same rate. More importantly, during the past few years the price of natural gas has fluctuated by a factor of five creating wide swings in operating costs. Accordingly, the coil coatings of the future will be characterized as not only possessing lower volatile organic content, but overall they will require less energy and different energy sources to cure the coated coil. Lastly, hazardous environmental pollutants will diminish and in many cases disappear from use in our industry. At the very top of hit list is lead, chrome and many other offending heavy metals and hazardous organic materials.
Next, we will examine and compare the various possibilities to reduce as well as eliminate the use and generation of Volatile Organic Materials.
The first three possibilities include variations of coatings which contain water; these include latex, solution/dispersion, and electro coat. Since most water borne coatings contain or generate organic volatiles as a class these are not zero VOC coating systems. Other alternatives to diminish or eliminate VOC include higher solids variations of current or new technologies, as well 100% solids materials which include liquid, powder and solid block. Later we will also examine the characteristics of alternative cure products.
In the next several paragraphs, we will examine the positive and negative characteristics of each type of technology before concluding which variation(s) may offer the ultimate edge in the selection process. Firstly, the properties of water as a carrier medium are very different than that of organic solvent, this in turn leads to dramatically different characteristics for the coating systems that contain water. On a positive note, water is not an organic volatile and is odorless, nontoxic and non-combustable. Since it has these attributes this leads to lower insurance costs for a facility that uses water born products. Since less oven make up air is required, this can lead to lower energy consumption in some cases. And lastly, even though water is low cost and not a VOC, water born coatings are not necessarily low cost and almost all have organic volatiles associated with them.
However, water born coatings also have a cadre of negative characteristics associated with their use. For example it requires nearly seven times the amount of energy to vaporize water as it does organic solvent. Also, the evaporation rate of water is not adjustable as it is with organic solvent born coatings. Paint viscosity in not linear with the addition of water or co-solvent as it is with most organic solvent born coatings. Since water has a high surface tension this means that it does not wet surfaces well, therefore surfactants and co-solvents are added to counteract poor wetting. The presence of these surfactants leads to water sensitivity, whereas the addition of co-solvent leads to a higher VOC and in some cases ends up being actually higher than organic solvent born coatings. Lastly, clean up is more difficult with water born coatings, and if a coating line uses both water born and organic solvent born products cross contamination and compatibility are both problematic. Let us now compare the performance, handling and application characteristics of Acrylic latex coil coatings. From a performance standpoint, latex coatings are prone to moisture sensitivity and mildew growth due in part to the presence of water soluble surfactants. Since latex paints are comprised of discrete particles of from one tenth to one micron in particle size as a class they do not offer as high a gloss as coatings that use a resin system that is solution based or is comprised of even smaller particles. From a handling perspective, latex paints appear to be thick or have a high viscosity until they are stirred, then the viscosity drops rapidly; this phenomena is known as pseudo plasticity or it shear thins when it is mixed. Also, these coatings offer lower applied solids than most organic solvent born products. Once applied, latex coatings are characterized by poorer flow and leveling and are more sensitive to popping at higher film thicknesses.
Next, we will consider performance, handling and Application characteristics of water soluble or dispersion coating systems. Versus water born latex types, water born dispersion or solution types offer improved moisture resistance, gloss capability, improved flexibility and can be lower in organic volatile content. However, stability of these coatings which offer a lower VOC than latex paints can be an issue. From a handling standpoint, water born solution and dispersion coatings offer the same drawbacks as that of latex types. Lastly, from an application perspective they can offer a slight improvement in application solids and pop resistance versus latex paints.
Although electro coat has been used in the past for coil, there are a number of drawbacks which make it unattractive. First of all from a performance standpoint Electro coat is primarily limited to primers or one coat applications due to color availability/change restrictions, high topcoat deposition times and low pigment levels. From economic, handling and application perspectives, high capital costs, bath maintenance and slow line speeds are major impediments to future growth of this technology for coil application despite the capability to obtain a very low level of organic emissions.
Nearly all current coil coatings apply in the range of thirty five to fifty two percent volume solids. Higher solids thermal curable coatings have been successfully applied up to sixty five volume solids. Let’s consider the positive characteristics of this alternative to achieve lower VOC. Most noteworthy is the fact that since this higher solids technology alternative is organic solvent born and thermal curable, it is more similar in handling and application characteristics to conventional organic solvent born types. A further advantage is that normally no additional capital costs are required.
Additional advantages include more rapid reduction in application viscosity by adding a small amount of solvent or a low level of heat. Also due to lower shrinkage, higher solids coatings can offer an improved ability to fill surface irregularities. From a negative perspective, as application solids increase it is more difficult to control film thickness. Film thickness control is more challenging as a small roll pressure adjustment has a more dramatic influence on film thickness than with conventional paints. Also, many conventional roll coating lines are not capable of applying enough pressure to compress a higher solids coating during application. In addition, less solvent is available to enhance and adjust flow and leveling. Lastly, to achieve adequate cross linking with a lower molecular weight polymer, higher functionality is generally required in the polymer backbone which in turn makes it more difficult for the polymer chemist to design a molecule to achieve adequate flexibility.
When one considers coatings that apply at 100% solids there are at least three technologies that come to mind, we will consider liquid, powder and solid block. First, just because a coating system is 100% solids, this does not necessarily mean that the coating generates no organic volatiles. In reality the amount of VOC emissions depend on the cure selection, for example if the coating uses a blocked isocyanate or an aminoplast cross linker, some organic volatiles are generated. However, overall 100% solids technologies are characterized as being near zero VOC. The same issues exist for 100% liquid technologies as that for higher solids coatings mentioned in the previous overhead in regard to increased difficulties in film build control, substrate wetting, and flexibility with 100% liquid technologies.
Lastly, as we consider coating systems that will be widely used in the future, energy consumption will be more of an issue and accordingly total energy use is dependent on multiple issues, not the least of which is the type of technology that is chosen from a chemistry/cure standpoint.
Finally, the last of the 100% solids alternatives include powder and solid block coatings. From a positive standpoint, powder coatings by definition are near zero VOC and as opposed to lower solids liquid materials, building defect free films up to 250 microns is possible. In addition, special effects including textured, hammer tone and speckle finishes are a good fit for powder coatings. Powder coatings can be used in applications which are more difficult for lower solids liquid technologies and include coating perforated and coined strip. Since molecular weight has little bearing on application and handling for powder coatings, higher molecular weight resin systems can be used to enhance performance. Also, savings in energy, capital and operating costs is attributed to the need for only a single stage oven as well as the fact that less exhaust and no incineration is needed since there is little or no organic volatiles generated in the curing process.
From a negative standpoint for powder coatings, since the lowest uniform films able to be deposited are reported to be in the range of 15 microns, two coat applications requiring five to seven microns of primer utilize a liquid primer. The absence of solvent in powder coatings creates higher surface tension and contributes to difficulty in wetting the substrate and enabling adequate flow and leveling once the material is cured. More rigor in clean up and color change is a necessity. Contamination can be caused from the inability of individual powder particles to blend together like they do with liquid coatings. Consequently, a low level of offending contaminants creates unacceptable product. Other issues are that powder coatings will block or partially fuse together if stored at slightly elevated temperatures and higher line speeds can be a problem unless a cloud chamber is used for powder application. Lastly, other 100% solids technologies include solid block and Extrusion coating technology. Since both of these technologies are proprietary to companies that own the patent rights and have experience with these technologies I am not in an adequate position to comment.
Curing an Ultraviolet Cure coating requires different coatings chemistry then simply exposing a conventional thermal cure coating to UV light. UV cure coatings are available in two main varieties: one type utilizes reactive acrylic, methacrylic or vinyl ether bonds to cure, whereas a second type uses an acid salt that is activated by irradiation of light to cure an epoxy or hybrid epoxy type system. There are multiple advantages for UV Cure technology which include extremely rapid cure at or near room temperature, excellent hardness due to a very high cross link density, and UV curables contain little or no organic volatiles. These characteristics in turn permit shorter lines since quenching a high temperature strip as well as incineration is not a necessity. Consequently cost savings result due to lower capital requirements, less space, higher speeds, lower energy and lower operating costs. Since cure using UV is dependent on the penetration of light for thorough through cure, as pigments are added to topcoat formulations they can both scatter and absorb light which takes away from the light energy necessary to penetrate and activate the initiator used to promote polymerization. Some of these pigment limitations can be overcome by proper selection of pigment, initiator and light source. High crosslink density also normally means a high degree shrinkage which generally equates to poorer adhesion or cohesion. For example, UV curables due to their high cross link density experience 15 – 20% shrinkage, whereas conventional thermal cure coil coatings shrink on the order of 3 – 6% on a solids basis. Predominant technologies available include acrylate, epoxy, polyurethane and hybrid technologies. Coatings like UV curable coil fluoropolymers are unavailable at present. With the limitations discussed thus far it appears that viable UV cure applications include clear coats for abrasion resistance, metal treatment, or pigmented primers.
Electron beam formulations use similar ingredients as that with UV cure, with a few exceptions. Photo initiators are not necessary, since EB energy is much more energy intensive than UV energy, and EB compositions are not limited as UV curables are in terms of pigment selection. Accordingly, the advantages are similar to that of UV cure without the color limitation. Considerations for using EB Cure include the use of lead shielding to prevent worker exposure and a nitrogen blanket over the film during the cure process to prevent ozone liberation and cure inhibition. Electron beam compositions are not listed as ingredients for use by the Food and Drug Administration in the USA, however the cured film should have little or no extractables which is one of the prime tests the FDA uses to determine appropriate applications for coatings. Potential coil applications for EB cure include abrasion resistant clear coats, primers, and topcoat applications in a range of colors. In addition, since these compositions are cold curing, more color and pigment possibilities may be available than in conventional thermal cure coil coatings.
To summarize the available technical options, Table I highlights the main compositional differences between conventional thermal and UV and EB technologies. As you can see there are substantial compositional differences and capability differences between conventional thermal cure and UV/EB cure technologies. The core advantages for UV cure over conventional includes zero VOC, and cold rapid cure. Whereas EB technology includes these advantages and has no pigment limitations.
Table I – Technology Comparison
| Issue | Conventional | UV | EB |
| Vehicle | Resin/crosslinker | Monomers&Diluents | Monomers&Diluents |
| Catalyst | Yes | Yes | No |
| VOC | Yes | 0 or Low | No |
| Additives | Yes | Yes | Yes |
| Pigment Limitations | No | Yes | No (+ Additional) |
| Cure Speed | Slow | Fast | Fast |
Table II summarizes the performance attributes of all technology types and rapid cure technologies. Firstly, from an application potential standpoint, although all the technologies can be used for exterior applications, UV cure technologies have some hurdles that are more difficult to overcome. UV and EB Compositions need further development to be able to offer a broader range of coatings possibilities if so desired. Projected physical properties and weathering characteristics must be evaluated more fully from a coil perspective to establish their performance. Remaining issues of comment in the last column include proper handling of radiation cure compositions as they contain monomers and oligomers which by nature are normally more chemically active when exposed to the body in the uncured state.
Table II– Interrelationship – Technology/Performance
Resin Types: A=Acrylic, E=Epoxy, F/C=Fluoropolymer, MA=Methacrylate,
PU=Polyurethane, P=Polyester, PVC=Plastisol
| Technology | Applications | Resin | Color Limits | Proj. Phy. Prop. | Proj. Weather. | Issues |
| Convent. | Interior/Ext. | All Types | No | Fair-Excellent | Fair-Excellent | VOC |
| Water/HS | Interior/Ext. | A,P,PU,E | No | Fair-Excellent | Fair-Good | W/B cleanup |
| Powder & 100% VS | Interior/Ext. | A,P,E | No | Fair-Good | Fair-Good | Flow,thin films |
| *UV | Mostly Int. | A,P,E Water | Yes | Fair-Good | TBD | Handling |
| *EB | Mostly Int. | A,MA | No | Fair-Good | TBD | Handling |
| *NIR | Interior/Ext. | All Types | No | Fair-Excellent | Fair-Excellent | TBD |
| Induction | Interior/Ext. | All Types | No | Fair-Excellent | Fair-Excellent | Control |
* For 100% Volume Solid, TBD = To Be Determined
Next, we will explore the qualitative interrelationship between technology, cure, energy and cost. As this interrelationship certainly impacts the selection of the technology best suited to meet the environmental needs of the future. Many of the coating types listed in Table II require different equipment and coatings chemistry other than that required for thermal energy. In addition, in some cases two or more types of cure techniques may be employed in sequence to achieve proper cure. For example in the case of water born UV cure, a low level of thermal energy may be used to first eliminate water followed by UV cure to complete the curing process. Both UV and EB cure are considered to be cold curing technologies which cure through free radical polymerization on the surface of the metal substrate and cure without substantially heating the metal. These cure types are extremely fast, on the order of a few seconds or less and are essentially instant on and off and require a fraction of the space that conventional ovens require.
A summary of cost elements for a coil line include multiple expense items, most of which will be addressed from a quantitative standpoint. Accordingly, I will only highlight some of the considerations for one of the technologies from a single aspect and that is cost of energy. Before we do this, lets’ summarize the qualitative cost issues for the various technologies in Table III.
Table III
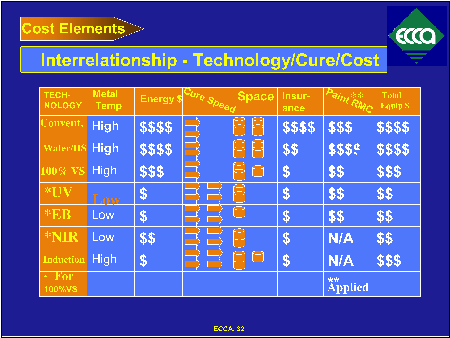
From a qualitative perspective, we can summarize the interrelationship between the technology and type of cure chosen and how that can impact the cost elements highlighted in Table III. Firstly, EB, UV and NIR cures are cold cure technologies, this impacts cost in multiple ways from eliminating the necessity of a quench water station to broadening line application potential to include the use of bake hardenable steel for automotive applications. Energy costs required for cure versus natural gas are represented to be lower especially by the suppliers of UV and EB technologies. Due to instant/off capability as well as cure capability on the order of a few seconds for the highlighted rapid cure technologies, the cost of capital, and labor is reduced proportionately. Since many rapid cure technologies are normally at or near 100% solids, less storage space for paint as well as the possible elimination of incineration results in line floor space savings, savings in capital and insurance cost. All other things being equal, some savings should be realized in material costs as the rapid cure products become widely used in volume since in most cases they are at or near 100% solids.
Next, we will compare the energy cost associated with using UV cure versus conventional thermal cure. The assumptions and conclusions are spelled out in Table IV and Figure II. The cost of natural gas for this line was supplied by a coil coater, and the cost of electricity and usage per bulb was supplied by a supplier of UV cure equipment. This illustration shows that the cost of using UV cure from an energy perspective is quite substantial, or less than $50 per hour versus $350 per hour for conventional gas.
Table IV
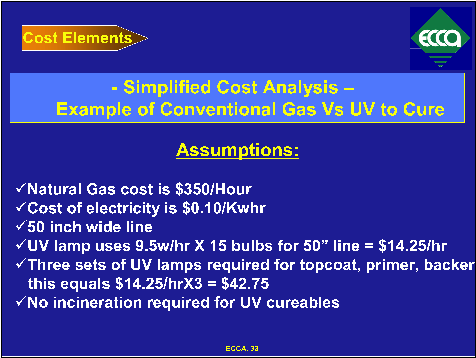
Figure II
– Simplified Cost Analysis –
Example of Conventional Gas Vs UV to Cure
Energy savings for a line that is running 24hr.X5day/week:
- Natural Gas $350/hr X 24hr/day X 5days/week X 50weeks/yr is $2.1 million/line
- Cost of electricity is $42.75hr. X 24hr/day X 5 days/week X 50 weeks/yr is $256,000/line
- Consideration for higher line speed savings for UV not included
![]() Total energy cost savings for UV = $2.1 million –
Total energy cost savings for UV = $2.1 million –
$0.256 million = $1.85 million/year
Accordingly, using the assumptions detailed on the previous overhead and extending the calculation, the annual savings for using UV for a 50 inch line two coat line could result in savings of $1.85 Million!
The last portion of this paper will deal with VOC as well as other environmental issues from a coatings perspective to achieve our original goal of selecting the best technology of the future. From a continuum viewpoint as evidenced in Figure III, titled the “Evolution of low VOC Coatings Technologies with Time”, we are currently in the first two stages of this process. The current predominantly used coatings are low solids and to a lesser extent medium solids solvent born and water born latex primer and topcoat applications. The next phase of this evolutionary process will involve the greater acceptance of higher solids and 100% solid types in addition to technologies which do not emit targeted volatile organic materials. To consider the probability of which low VOC alternative will evolve as the eventual winner we will utilize weighting factors which include cure speed, color capability, energy usage, capital costs, and VOC. The technologies considered will include all of those previously discussed today. Conventional solids thermal cure and electro-coat possibilities each merit one star. The only attribute for conventional thermal cure is color capability, whereas the only attribute for electro-coat is low VOC.
Figure III
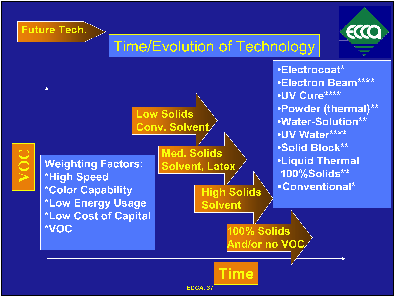
Conventional thermal cure powder, conventional cure water born, solid block and conventional cure liquid 100% solids all share two positive attributes one being low VOC and the second being color capability. The projected winners with four or more attributes include UV cure perhaps for primer, backer, hard-coat and select colors and EB for applications with multiple color requirements as well as other applications.
Lastly, we will turn our attention to remaining environmental issues associated with the development of environmentally compliant technologies. These include the minimization or elimination of pigments which have serious health consequences when metabolized by the body, more specifically for sake of this discussion includes Chrome, Lead, Cadmium, and Cobalt based pigments. Other coatings that will see excellent growth in selective applications attributed to their enhanced eco-efficiency properties include coatings which reflect solar radiation and thus save cooling costs, as well as coatings which minimize heat loss from radiation heat transfer. Examples of other widely used chemicals in the paint industry that are on the control list include toluene, xylene, methanol, formaldehyde, isophorone, triethyl amine, methyl isobutyl ketone, ethylene based glycol ethers and esters, dimethyl phthalate, dibutyl phthalate and scores of other materials.
In terms of pigments, the widest used material which proved to be very difficult to eliminate from coatings for functional applications proved to be chrome based pigments. Historically these pigments are utilized in primer and back coat formulations to inhibit corrosion. However in the last few years there have been material breakthroughs that have enabled coatings suppliers to develop and offer technologies which maintain corrosion resistance while eliminating chrome pigments. The growth of Chrome free primer technology is currently experiencing double digit growth rates at the expense of chrome based systems, in Europe more so than other parts of the globe. Lastly, from an aesthetic standpoint acceptable substitutes for heavy metal pigments like lead and chrome have issues for conventional coil applications. Due to higher peak metal temperatures in coil ovens, viable heavy metal free alternatives are not always available as these organic based pigment substitutes tend to degrade somewhat in a coil bake and change color. In addition many of the pigments that are touted as substitutes for lead and chrome lack either exterior weathering or adequate chemical resistance for many applications. At the end of the day the result is reduced color availability, higher price and at times decreased performance.
Summary
There are many environmental, energy and eco-efficiency related issues facing the Coil Coating Industry today and in the foreseeable future. There are multiple ways to pursue resolutions to address many of these issues; these include containment of VOC and other hazardous air water and ground pollutants, pursuing proactive measures to moderate environmental legislation which impacts our industry, and lastly to develop innovative means from an application, equipment and product development standpoint. The best approach is to perhaps pursue all avenues to address these issues. This paper explores ways to address environmental, energy, and eco-efficiency issues through innovative new coil coating products and maintains that the future is bright for those pioneers that are willing to explore, develop and use new coil coating technology such as Ultraviolet, EB as well as other appropriate technologies. These technologies will not only address these issues but change the paradigm of competition by addressing environmental issues while at the same time lowering energy consumption, increasing line speed, decreasing cost of capital and ongoing overhead costs.