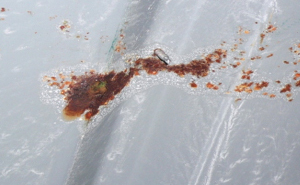
When Earth Pigments Co. approached Chemical Dynamics to assist them in developing an ambient cure powder paint for architectural applications, the challenges were daunting. The coating had to be comprised of nontoxic binders and pigments, preferably naturally occurring and provide a coating with zero organic volatiles (VOC) or volatiles that are considered to be non VOC. Within a few short weeks, Chemical Dynamics was able to formulate a powder coating that met Earth Pigment’s requirements.
Most powder coatings require oven cure to either melt and fuse the thermoplastic powder or to fuse and enable crosslinking if the powder is thermoset in nature. Powder coatings are available in a range of colors similar to liquid coatings.
Advantages of powder coatings include:
- little or no organic volatiles
- environmental compliance
- no need for solvents for reducing or adjusting viscosity
- long term storage stability
- lower shipping costs as the product does not contain solvent or water
- no need to store volatile solvents, therefore lower insurance costs, as powder coatings are by nature 100% solids and most liquid coatings are not
Disadvantages of powder coatings include:
- greater tendency for the surface to peel
- poorer adhesion and more film defects such as craters and pin holes if the surface is not adequately cleaned and treated
- more sensitive to contamination, more difficult to change color when finishing products
- it is much more difficult to apply a continuous thin film
Powder Paint Cost
Determining the effective cost of paint that can be made from naturally occurring elements involves several issues that must be considered. These include the volume solids of the paint, application method, and the geometry of the object to be painted. For example, a paint that sells for $20 per gallon at 20% volume solids is actually more expensive on an applied cost basis than a paint that sells for $40 per gallon at 45% volume solids.
|
Theoretical coverage
|
=
|
Volume Solids
|
|
Dry mils required
|
To illustrate the cost of paint to apply one mil (0.001 inch) per 100 square foot of the $20 paint is as follows:
- If a gallon of paint weighs 10 pounds and is $20/gallon at 20% volume solids = 10# of the 20 $/Gallon X 0.20 pounds of volume solids = 2.0 pounds of solid or dry paint per gallon of liquid paint for $20. Accordingly the cost of each dry pound of paint is $10. The square foot coverage of a paint is 1604 square feet per mil at 100% volume solids. Since our paint is 20% volume solids, at one mil dry film thickness, one gallon of paint will cover 1604 square feet/mil X 0.20 % volume solids = 320.8 square feet/gallon at a cost of $20. Accordingly the cost to paint 100 square feet of surface is $20 X 100/320.8 = $6.23
To illustrate the cost of paint to apply one mil (0.001 inch) per 100 square foot of the $40 paint is as follows:
- A gallon of this paint weighs 12 pounds and is $40/gallon at 45% volume solids = 12# of the 40 $/Gallon X 0.45 pounds of volume solids = 5.14 pounds of solid or dry paint per gallon of liquid paint for $40. Accordingly the cost of each dry pound of paint is $7.78. The square foot coverage of a paint is 1604 square feet per mil at 100% volume solids. Since our paint is 45% volume solids, at one mil dry film thickness, one gallon of paint will cover 1604 square feet/mil X 0.45 % volume solids = 721.8 square feet/gallon at a cost of $40. Accordingly the cost to paint 100 square feet of surface is $40 X 100/721.8 = $5.54
Accordingly, in this illustration, the $40 paint provides more value than the $20 paint as it provides lower cost coverage at equal dry film thickness. The table below illustrates paint coverage per mil for paint applied at 100% volume solids.
|
Theoretical coverage
|
=
|
Volume Solids
|
|
Dry mils required
|