US Patent on Coatings that Arrest Rust Granted to Chemical Dynamics LLC
US Patent 8,927,649 was awarded to Chemical Dynamics LLC on January 6, 2015. US Patent 8,927,649 covers of a film forming penetrant coating with a high cross-link density that arrests corrosion on rusty substrates.
Patent Abstract: A one part, storage stable polymerizable formulation is provided that includes an ethenically unsaturated polymerizable compound intermixed with a free radical polymerization initiator and an organic solvent. The organic solvent provides storage stability and upon evaporation of the solvent, the rate of polymerization of the compound accelerates independent of addition of a second part. The formulation includes at least 30 total weight percent solids upon cure. Optional additives to the formulation include at least one of a cure accelerator, a filler, a plasticizer, a colorant, and a cure inhibitor. A process for forming a polymerized coating on an article involves the application of this formulation to the substrate of an article and allowing sufficient time for the solvent to evaporate to form the polymerized coating on the article. The substrate of the article forms a corrosion barrier even without prior removal of a native corrosion layer on a surface of the substrate of the article.
Wood has been used as a building material for thousands of years due to its availability, low weight to strength ratio and, in many applications, high aesthetic quality. However, as a paintable substrate, it also provides some unique challenges and considerations, as wood is a dynamic, porous (cellular structure) and hygroscopic material. A few considerations include:
Moisture content – kiln dried wood absorbs water until it reaches equilibrium with relative humidity. Moisture content can vary from about 6% to 30%.
Expansion and contraction – See Table I
Age, wood cut geometry and type of wood – (e.g. hardwood or softwood etc.) – determines paint receptivity (moderately aged wood > new wood or very old wood)
Table I – Percent Dimensional Change of Wood as Moisture Content Varies from 5 to 15%
For a 10 cm thick wood section, a fluctuation in Relative Humidity of about 10% means a change in a tangential longitudinal wood piece of 3.5 mm (or 3,500 microns). Accordingly, these relatively large dimensional changes produce cracks as the wood looses elasticity due to aging. Thus a properly designed wood coating must have the requisite flexibility to accommodate these dimensional changes without cracking. Wood is comprised of about 75% cellulose and hemicellulose and 25% lignin, resins and low molecular weight phenolics. In exterior applications, wood is susceptible to degradation and subsequent erosion due to exposure to UV degradation, oxygen, moisture and biological activity. When exposed to the elements, the lower molecular weight materials will degrade to form water-soluble compounds that wash out whereas the more stable cellulosic molecules remain to form a white-grey color.
To read the full article about Considerations for Developing Wood Coatings, click here.
Reactive silanes (EU) can be used in multiple applications to enhance the performance of coatings. They can improve adhesion to inorganic substrates, provide crosslinking, improve pigment dispersion, improve hydrophobicity and scavenge moisture. A silane (EU) that contains at least one carbon silicon bond (CH3 – Si -) is called an organosilane (EU).Reactivesilane is the term used to define compounds that have a trialkoxysilyl group and an alkyl group (R) containing a reactive constituent.
The trialkoxy silanes that are discussed in this article are those that contain primarily trimethoxy (EU) groups, as these molecules are the most widely used to enhance coating performance in a wide variety of applications, as follows:
Adhesion Promoter (EU)– Silanes, when added to paints, can enhance adhesion to inorganic surfaces including metals and glass.
Coupling Agent(EU) – Silanes are used for coupling organic polymers to inorganic materials, including pigments and fillers.
Crosslinking Agent(EU) – Selective organofunctional alkoxysilanes can react with organic polymers to provide a trialkoxysilyl group into the polymer backbone. In turn, the silane can then react with moisture to crosslink and form a three-dimensional siloxane cross-linked structure.
Dispersing Agent (EU) – Used to improve the hydrophobicity of inorganic pigments, flow and the ability to be dispersed in organic polymers and solvents.
Moisture Scavenger(EU) – In moisture sensitive formulations, the three alkoxysilane groups can scavenge water by reacting with moisture to form alcohol molecules.
To read the full article about Reactive Silanes for Enhancement of Coating Performance, click here.
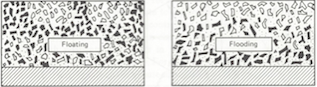
Dispersing and Wetting Hydrophobic Pigments and Fillers in Water Based Paints to avoid Pigment Flooding and Floating
A critical part of any coatings formulation is ensuring that the coating will be free of inherent defects, including pigment flooding and floating. Waterborne formulations represent some unique challenges due to multiple factors, including the high surface tension and polarity of water that does not contribute to the wetting of most pigment and filler particles. In this article, I’ll define some important considerations in formulating waterborne paints to avoid pigment flooding and floating.
Flooding, Floating, Surface Tension, Bernard Cells, Flocculation and Agglomeration
Floating describes a mottled, splotchy appearance on the surface of a paint film. It is most apparent in coatings colored with two or more pigments and is a result of the horizontal separation of different pigments. Flooding is the phenomena observed when the surface color of an applied film is uniform but is darker or lighter than it should be. This is attributed to a vertical separation of different pigments in the film.
Vertical Separation Horizontal Separation
Surface Tension results when the force that occurs in a liquid at the interface differs from the forces within the liquid. Thus, surface tension is caused from the surface molecules having a higher free energy than those molecules in the bulk of the liquid.
Surface tension differential can cause a convection current resulting in a regular hexagonal surface pattern called Benard Cells. A hexagonal Benard Cell pattern results in smaller, more mobile pigment particles (smaller, less dense) being deposited on the perimeter and the less mobile particles (larger, more dense) remaining away from the perimeter.
Figure 2 – Rub-up of Flocculated Blue Pigment
Flocculation is the recombination of dispersed pigment particles that were not properly stabilized in the pigment dispersion. Flocculation is undesirable at it detracts from hiding and color development. Flocculation is reversible by applying a low degree of shear. In figure 2, the phthalocyanine (EU) blue pigment is flocculated. Upon rubbing with a finger, the deeper blue color returns.
Pigment agglomeration is defined as pigment particles that are clumped together without sufficient vehicle or wetting agents present between pigment particles. When agglomeration occurs, extensive shear and attrition forces are usually necessary to reinstate a stabilized pigment dispersion.
To read the full article about Remedial Actions to Overcome Floating and Flooding in Waterborne Paints, click here.
A premium supplier of coated glass paint products desired a glass coating that provided long lasting rain repellency when applied to clear window glass for use in automotive and residential applications.
ACTION:
Chemical Dynamics’ coatings product development group developed a clear coating that is easy to apply and provides long lasting rain repellency.
RESULT:
Glass coated with this product exposed to rain or water droplets will quickly shed water droplets so little or no water will remain on the glass.
When Earth Pigments Co. approached Chemical Dynamics to assist them in developing an ambient cure powder paint for architectural applications, the challenges were daunting. The coating had to be comprised of nontoxic binders and pigments, preferably naturally occurring and provide a coating with zero organic volatiles (VOC) or volatiles that are considered to be non VOC. Within a few short weeks, Chemical Dynamics was able to formulate a powder coating that met Earth Pigment’s requirements.
Most powder coatings require oven cure to either melt and fuse the thermoplastic powder or to fuse and enable crosslinking if the powder is thermoset in nature. Powder coatings are available in a range of colors similar to liquid coatings.
Advantages of powder coatings include:
little or no organic volatiles
environmental compliance
no need for solvents for reducing or adjusting viscosity
long term storage stability
lower shipping costs as the product does not contain solvent or water
no need to store volatile solvents, therefore lower insurance costs, as powder coatings are by nature 100% solids and most liquid coatings are not
Disadvantages of powder coatings include:
greater tendency for the surface to peel
poorer adhesion and more film defects such as craters and pin holes if the surface is not adequately cleaned and treated
more sensitive to contamination, more difficult to change color when finishing products
it is much more difficult to apply a continuous thin film
Powder Paint Cost
Determining the effective cost of paint that can be made from naturally occurring elements involves several issues that must be considered. These include the volume solids of the paint, application method, and the geometry of the object to be painted. For example, a paint that sells for $20 per gallon at 20% volume solids is actually more expensive on an applied cost basis than a paint that sells for $40 per gallon at 45% volume solids.
Theoretical coverage
=
Volume Solids
Dry mils required
To illustrate the cost of paint to apply one mil (0.001 inch) per 100 square foot of the $20 paint is as follows:
If a gallon of paint weighs 10 pounds and is $20/gallon at 20% volume solids = 10# of the 20 $/Gallon X 0.20 pounds of volume solids = 2.0 pounds of solid or dry paint per gallon of liquid paint for $20. Accordingly the cost of each dry pound of paint is $10. The square foot coverage of a paint is 1604 square feet per mil at 100% volume solids. Since our paint is 20% volume solids, at one mil dry film thickness, one gallon of paint will cover 1604 square feet/mil X 0.20 % volume solids = 320.8 square feet/gallon at a cost of $20. Accordingly the cost to paint 100 square feet of surface is $20 X 100/320.8 = $6.23
To illustrate the cost of paint to apply one mil (0.001 inch) per 100 square foot of the $40 paint is as follows:
A gallon of this paint weighs 12 pounds and is $40/gallon at 45% volume solids = 12# of the 40 $/Gallon X 0.45 pounds of volume solids = 5.14 pounds of solid or dry paint per gallon of liquid paint for $40. Accordingly the cost of each dry pound of paint is $7.78. The square foot coverage of a paint is 1604 square feet per mil at 100% volume solids. Since our paint is 45% volume solids, at one mil dry film thickness, one gallon of paint will cover 1604 square feet/mil X 0.45 % volume solids = 721.8 square feet/gallon at a cost of $40. Accordingly the cost to paint 100 square feet of surface is $40 X 100/721.8 = $5.54
Accordingly, in this illustration, the $40 paint provides more value than the $20 paint as it provides lower cost coverage at equal dry film thickness. The table below illustrates paint coverage per mil for paint applied at 100% volume solids.
Chemical Dynamics has several decades of experience in the determination of the causes of coating failures and the determination of probable cause of exterior coating failures. Such roof failures may include corrosion, paint peeling, color change, severe chalking, cracking and spotting of coatings and damage due to scratches. Normally coated metal roofs will demonstrate accelerated failure rates versus building sidewalls, as exposure to the sun, wind and precipitation is more severe.
Failures may be caused by one or more of the following issues: poor cleaning and/or poor metal pretreatment, poor quality metal, paint degradation (pigment and/or resin) of either or both primer and topcoat, paint formula defect, inadequate cure of coating, painting defects, paint contamination, damage and scratches during handling and building erection, and lastly aggressive climate conditions (chemical attack or environmental issues such as acid rain or a corrosive environment).
We have provided services including failure mode analysis, building site reports, test reports, analysis, expert witness reports, recommended failure remediation, and testimony on behalf of building owners as well as for companies that supply building materials.
Some portions of the automobile must be coated with paint that offers a variety of unique long life performance attributes including resistance to harsh chemicals such as fuels, oils and hydraulic fluid, and also offer resistance to stone chipping, road salts and moisture in a variety of forms. Lastly, such coatings must also be conductive so the build-up of static electricity does not cause volatile materials to ignite.
Since there was no such coating on the market, especially a water born coating, Chemical Dynamics developed and patented this coating for use on fuel filler tubes, fuel lines and other components of cars requiring these properties. This technology named Infinicoat was one of a handful of PACE Award finalists among several hundred contestants in recognition of the value and innovation that this product brought to the automotive industry. Infinicoat is currently used on multiple domestic model cars.
Conventional coatings that are applied to rusty metal require several preparatory steps that include removal of rust and scale by sanding, scrapping or sand blasting, followed by surface cleaning with solvent and/or detergent and then metal treatment to provide a surface for paint bonding. Rust Erase is a revolutionary new coating that penetrates & encapsulates rust without the need for prep or sanding.
Rust erase is a single component polymeric penetrant that does not need any mixing or reduction with solvents and is applied with or without surface preparation over rusty, scaly steel or non-oxidized metal. Unlike conventional paint technologies, Rust Erase penetrates and bonds to the base metal surface, polymerizes and then adheres tenaciously to provide a long lasting protective finish and proven protection in aggressive corrosion testing- used with or without a topcoat.
Lastly, Rust Erase is patent pending as it represents a significant technological breakthrough.
Chemical Dynamics, LLC has successfully developed coatings that offer the coated surface an ε much lower that 0.9, thus reducing heating bills. In recognition of the energy savings properties of this coating, the Department of Energy Building in Washington D.C. utilized this technology to coat their aluminum window frames.
Coatings by nature have a high emissivity. Emissivity by definition is the relative property of a material’s surface to emit energy by radiation. It is the ratio of energy radiated by a particular material to energy radiated by a black body at the same temperature. A true black body would have an ε = 1 while any real object would have ε < 1. Emissivity is a dimensionless quantity. For example, a black or white painted (ε = ~ 0.9) aluminum object will absorb infrared energy (or heat) and be heated to a much greater temperature than a material that utilizes a coated surface that has an ε lower that 0.9.




 The trialkoxy silanes that are discussed in this article are those that contain primarily
The trialkoxy silanes that are discussed in this article are those that contain primarily